气密性检测仪怎么选?华府兄弟直压/差压/流量式设备测试原理及方法详解
在工业制造领域,气密性检测是保障产品质量的关键环节,而选择合适的气密性检测仪更是重中之重。华府兄弟作为行业内的知名企业,旗下的直压式、差压式、流量式气密性检测仪各具特色,能满足不同场景的检测需求。本文将深入解析这三类设备的测试原理及方法,助力企业做出精准选择。
直压式气密性检测仪
直压式气密性检测仪是华府兄弟推出的基础款检测设备,其测试原理相对直观。简单来说,就是向被测工件内部充入一定压力的气体,然后关闭充气阀门,通过高精度的压力传感器持续监测工件内部的压力变化。若工件存在泄漏,内部压力会随着时间推移逐渐下降,设备依据压力下降的幅度和速度来判断工件的密封性是否合格。

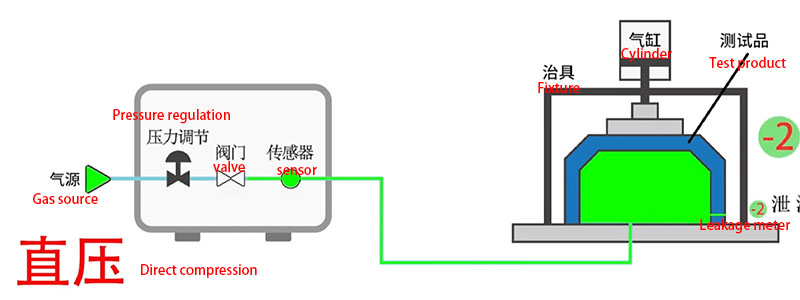
这种检测方法的优势在于操作简便、检测速度快。以手机外壳检测为例,将手机外壳固定好后,启动华府兄弟直压式气密性检测仪,设备会自动完成充气、保压、检测的过程,整个流程通常只需10-30秒,非常适合大批量生产的场景。而且该设备成本相对较低,对于一些对检测精度要求不高的产品,如普通的塑料容器、低压管道等,是性价比很高的选择。
不过,直压式气密性检测仪也有一定的局限性。由于其检测结果容易受到环境温度、工件容积等因素的影响,检测精度相对有限,一般能检测出泄漏率在1×10⁻³ Pa・m³/s以上的漏点。所以对于那些对密封性能要求极高的产品,如高精度的医疗器械部件,直压式检测仪可能就无法满足需求了。
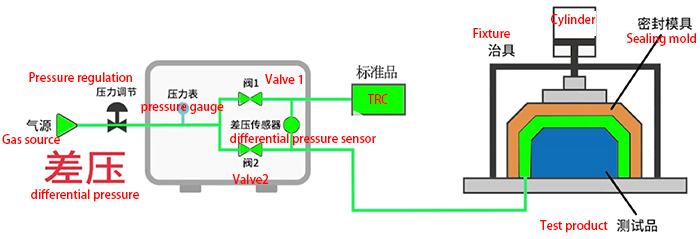
差压式气密性检测仪
差压式气密性检测仪是华府兄弟在直压式基础上升级研发的产品,其测试原理更为精密。它引入了一个与被测工件结构相同、已知密封完好的标准件,将标准件和被测工件同时充入相同压力的气体,待压力稳定后,通过差压传感器测量两者之间的压力差值。如果被测工件存在泄漏,那么它与标准件之间的压力差值就会逐渐增大,设备根据这个压力差值的变化情况来精确判断工件的泄漏量。

该检测方法的突出优势是检测精度高,能检测出泄漏率低至1×10⁻⁵ Pa・m³/s的微漏点,非常适合对密封性能要求严格的产品检测,比如汽车发动机的燃油管、水箱等关键部件。某汽车零部件生产企业采用华府兄弟的差压式气密性检测仪后,产品的密封检测合格率从原来的92%提升到了99.5%,极大地降低了因密封问题导致的售后故障。
但差压式气密性检测仪对标准件的一致性要求极高,不同型号的工件需要配备对应的标准件,更换检测工件时需要重新调整标准件,操作相对繁琐一些,而且设备的成本也比直压式要高。相关应用案例可查看汽车零部件密封检测案例。
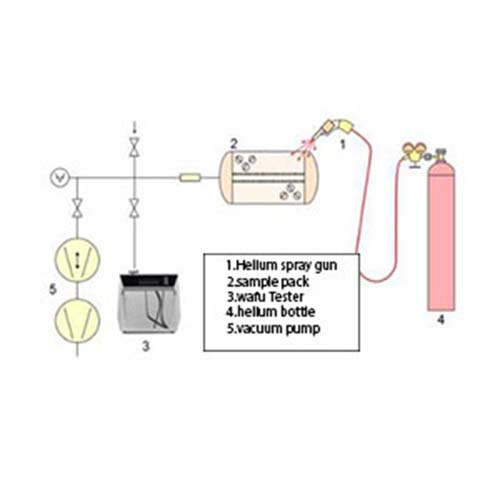
流量式气密性检测仪
流量式气密性检测仪是华府兄弟针对需要精确量化泄漏量的场景研发的专业设备。其测试原理是在向被测工件充入气体并维持内部压力恒定的情况下,通过质量流量传感器实时监测为了保持压力稳定而补充的气体流量,这个补充的流量值就是工件的实际泄漏率。

这种检测方法能够直接输出具体的泄漏量数据,而不仅仅是判断合格与否,检测精度可达1×10⁻⁶ Pa・m³/s,广泛应用于对泄漏量有明确数值要求的领域。例如,在医疗器械行业,输液器、麻醉机等产品的密封性能直接关系到患者的安全,必须严格控制泄漏量,华府兄弟的流量式气密性检测仪就能精准满足这类检测需求,确保产品泄漏率符合ISO 80369医疗设备密封标准。
不过,流量式气密性检测仪对气源的稳定性要求很高,需要配备高精度的稳压装置,设备的采购成本和维护成本相对较高,更适合对检测数据有严格量化要求的企业。如需了解设备配置细节,可访问流量式检测仪技术规格页。
三类设备的适用场景及选型建议
在实际选型时,企业需要根据自身产品的特性、检测精度要求、生产效率以及成本预算等多方面因素综合考虑。
| 设备类型 | 检测精度(Pa・m³/s) | 检测速度 | 适用产品 | 核心优势 |
|---|---|---|---|---|
| 直压式 | ≥1×10⁻³ | 10-30秒/件 | 手机外壳、塑料容器、低压管道 | 操作简单、成本低、效率高 |
| 差压式 | ≥1×10⁻⁵ | 20-40秒/件 | 汽车燃油管、水箱、户外灯具 | 精度高、抗干扰能力强 |
| 流量式 | ≥1×10⁻⁶ | 30-60秒/件 | 输液器、麻醉机、航空部件 | 可量化泄漏量、数据精准 |
如果是生产手机外壳、普通塑料容器等对密封精度要求不高、批量大的产品,华府兄弟的直压式气密性检测仪是不错的选择,能在保证基本检测质量的前提下,满足高效生产的需求。
对于汽车燃油管、水箱等对密封性能要求较高的零部件,差压式气密性检测仪则更为合适,它能精准检测出微小泄漏,有效避免因密封问题导致的安全隐患。
而像医疗器械生产企业,由于对产品泄漏量有明确的量化标准,流量式气密性检测仪就是理想之选,能为产品质量提供精准的数据支持。
此外,企业还需要考虑生产环境的影响。如果生产车间环境温度、湿度波动较大,建议选择华府兄弟具有环境补偿功能的设备(如差压式DPS-8000系列、流量式FMS-9000系列),以确保检测结果的准确性。同时,也要结合自身的成本预算,在满足检测需求的前提下,选择性价比最高的设备。
总之,华府兄弟的直压式、差压式、流量式气密性检测仪各有优势,企业在选择时应充分了解自身需求,结合各类设备的特点,才能选出最适合的检测设备,为产品质量保驾护航。如需定制选型方案,可点击在线咨询获取专业建议。